
相关信息 Related information
摘要:激光焊接是大容量储能模组集成装配的核心精密工艺,焊接洁净环境优劣直接决定铜排连接强度、焊点稳定性与储能模组长期运行安全性。生产环境粉尘、焊接烟尘、静电蓄积、温湿度失衡,极易引发虚焊、假焊、焊点氧化、焊缝夹杂等缺陷,造成模组接触电阻增大、局部发热甚至安全隐患。本文依据GB 51377-2019《锂离子电池工厂设计标准》、GB 50472《电子工业洁净厂房设计规范》及ISO 14644洁净标准,明确大容量储能模组激光焊接工序洁净施工标准、环境参数与施工管控规范,为储能洁净车间施工、量产运维、质量验收提供权威技术依据。
一、引言
随着大型储能电站、工商业储能项目规模化落地,大容量储能模组向大电流、高集成、高可靠性方向升级,激光焊接凭借精度高、变形小、一致性好的优势,成为模组铜排连接、极柱封装的主流工艺。相较于普通焊接作业,储能模组激光焊接对生产洁净环境敏感度极高,微小金属粉尘、悬浮杂质及静电残留,都会破坏焊缝结构完整性,降低模组绝缘性能与载流能力。因此,标准化洁净施工是把控储能模组焊接品质、规避批量质量缺陷的核心关键。海博尔净化深耕储能洁净工程领域,针对大容量模组激光焊接工艺特性,定制专属洁净施工与环境管控方案,有效解决焊接烟尘扩散、粉尘污染、静电超标等行业痛点。
二、激光焊接工序洁净施工合规标准
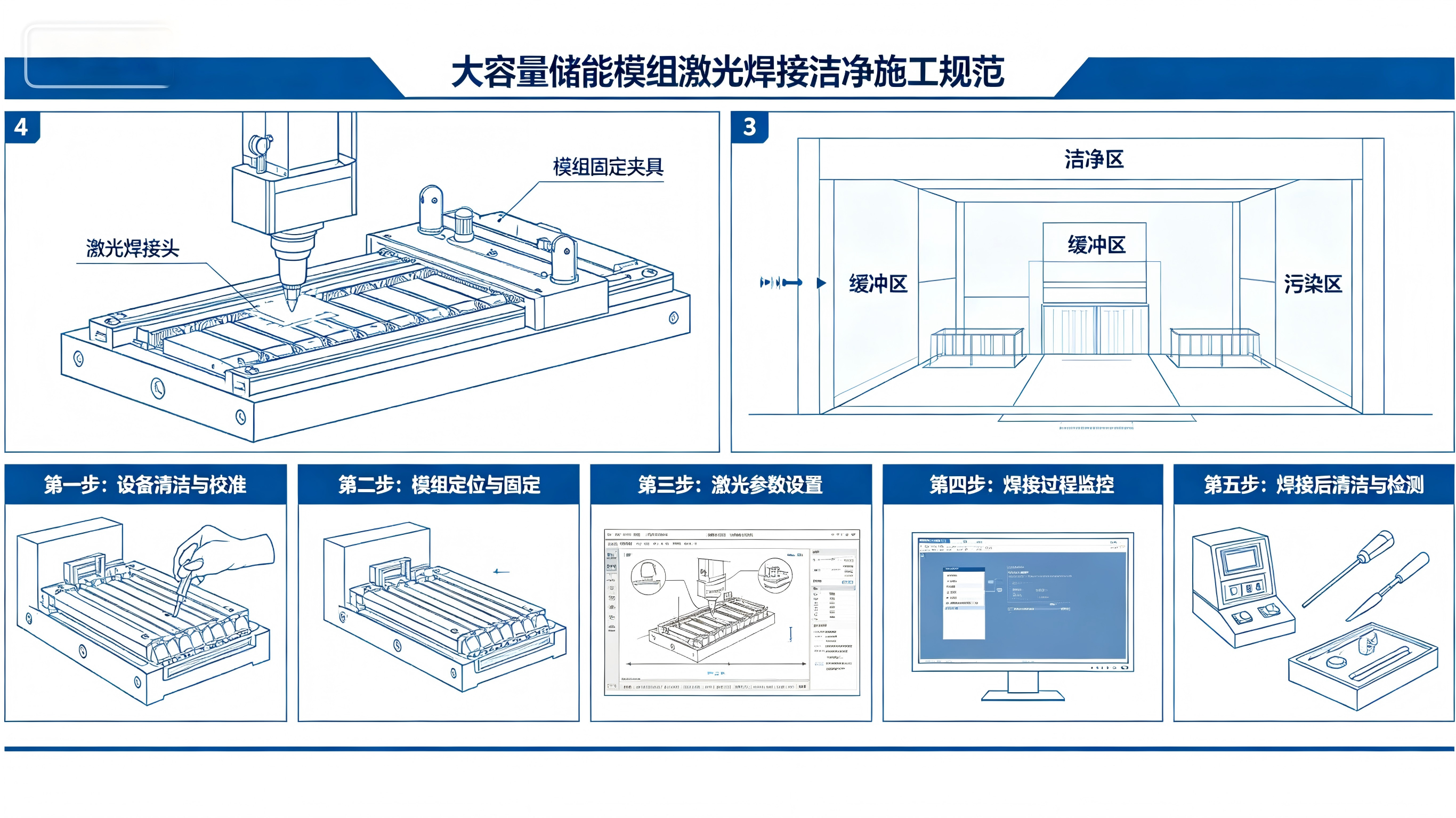
依据国家储能厂房建设规范,大容量储能模组激光焊接核心工位需执行ISO 7级(十万级)洁净车间施工标准,配套辅助区域采用ISO 8级洁净标准,实现分区差异化管控。核心环境参数需动态稳定达标:环境温度22±2℃,相对湿度40%–50%RH,有效抑制焊点氧化与静电蓄积;洁净区与非洁净区压差≥10Pa,形成正向气流屏障;全域防静电接地电阻≤10Ω,全方位保障精密焊接施工条件。
三、核心洁净施工技术规范
1. 分级净化与局部除尘施工:车间采用初效、中效、H13高效三级过滤净化体系,保障全域基础洁净度。针对激光焊接产尘、产烟特性,海博尔净化采用“全域净化+工位局部负压集尘”施工方案,在焊接机头、作业台面配置定点排烟除尘装置,及时吸附金属烟尘与细微颗粒物,避免杂质附着焊接基材或混入焊缝,从源头杜绝焊缝夹杂、虚焊等工艺缺陷。
2. 气流组织与洁净布局规范:焊接精密作业区域采用均匀乱流送风模式,合理控制车间换气次数,规避气流紊流导致的粉尘滞留问题。施工严格落实洁污分流,划分专属焊接作业区、物料静置区、成品防护区,电芯、铜排、工装配件全程密闭洁净转运,杜绝外源污染物侵入施工区域。
3. 防静电洁净施工管控:焊接施工前,需确认洁净地坪、设备机架、工装夹具完全可靠接地,构建全域防静电体系。作业人员穿戴专用防静电洁净服、无尘手套,消除人体静电干扰,避免静电击穿模组精密器件、影响焊接精度,保障高压连接部位施工安全稳定。
4. 施工表面洁净预处理规范:正式焊接施工前,必须对焊接基材、铜排接触面做无尘清洁处理,彻底去除表面油污、粉尘、氧化杂质,保障焊接接触面洁净干燥,有效提升焊缝结合强度与导电稳定性,符合储能模组精密焊接施工要求。
四、施工运维常见问题与优化方案
当前行业普遍存在重设备参数、轻洁净环境管控,重静态验收、轻动态施工运维的问题,量产焊接过程中易出现烟尘堆积、局部洁净度不足、焊点氧化发黑等问题,直接影响模组良品率。海博尔净化依托大量储能模组洁净施工落地经验,通过优化工位除尘布局、恒温恒湿精准调控、动态洁净运维体系,保障焊接全过程环境参数稳定合规,大幅降低焊接不良率。
五、结语
洁净施工规范化是大容量储能模组激光焊接品质管控、安全量产的核心基础,直接决定储能模组的载流稳定性与全生命周期使用寿命。未来,海博尔净化将持续优化储能精密焊接工序洁净技术方案,完善标准化洁净施工与运维体系,助力大容量储能模组产业高质量、规范化、安全化发展。